功能描述: 本工作站完成压机压制出来的齿毂进行正反去毛刺,去完毛刺后进行称重摆盘并自动上车。 动作描述: 1、压机压制出料,经由压机出料输送线输送出料。 2、产品由转接皮带线输送进入去毛刺机,去毛刺由正面正向刷、正面反向刷、翻转机构、反面正向刷、反面反向刷五工位组成,由挡停定位机构定位,分别进行齿毂正面和反面的正向、反向去毛刺功能。(只提供一个齿毂的毛刷,由客户提供产品或毛刷外形尺寸) 3、齿毂正面完成正向和反向去毛刺后输送进入皮带翻转机,进行齿毂翻面处理。 4、继续输送进入反面进行正向、反向去毛刺工位进行去毛刺处理。 5、完成以上动作后产品输送至码垛专机内,由四轴机器人抓取产品并放至天平秤上进行称重,称重合格的产品依次码放至舟板上。 6、当舟板上码垛满料后,由料车取放舟板机构将满料舟板送至料车上,并取出料车上另一块空舟板放至码垛机构预备工位。重复以上动作。
功能描述:
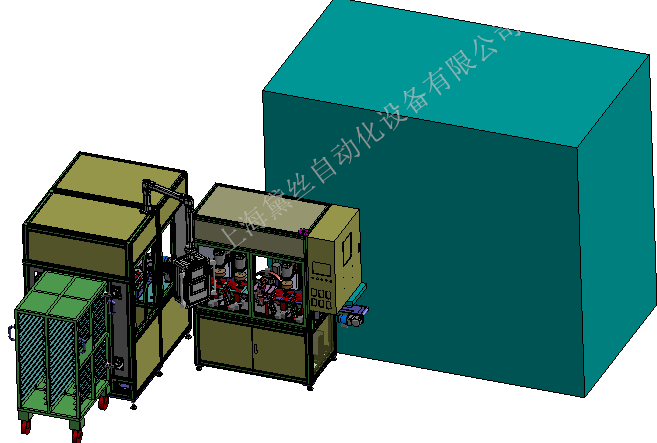
本工作站完成压机压制出来的齿毂进行正反去毛刺,去完毛刺后进行称重摆盘并自动上车。
动作描述:
1、压机压制出料,经由压机出料输送线输送出料。
2、产品由转接皮带线输送进入去毛刺机,去毛刺由正面正向刷、正面反向刷、翻转机构、反面正向刷、反面反向刷五工位组成,由挡停定位机构定位,分别进行齿毂正面和反面的正向、反向去毛刺功能。(只提供一个齿毂的毛刷,由客户提供产品或毛刷外形尺寸)
3、齿毂正面完成正向和反向去毛刺后输送进入皮带翻转机,进行齿毂翻面处理。
4、继续输送进入反面进行正向、反向去毛刺工位进行去毛刺处理。
5、完成以上动作后产品输送至码垛专机内,由四轴机器人抓取产品并放至天平秤上进行称重,称重合格的产品依次码放至舟板上。
6、当舟板上码垛满料后,由料车取放舟板机构将满料舟板送至料车上,并取出料车上另一块空舟板放至码垛机构预备工位。重复以上动作。